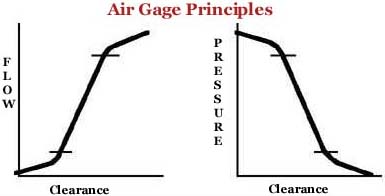
These values of flow and pressure can each be plotted and graphed against the nozzle's clearance from the obstruction. The extremes of both back pressure and flow notwithstanding, these graphed values will always represent straight-line curves and establish the straight line or "linear" proportions that form the basis of all air gaging.
A Brief History of Air Gaging
The first air gages were developed in France before World War II by a carburetor company that sought a reliable method of measuring its carburetor jets. These early air gages employed a simple back pressure technology and, though crude by today's standards, they provided the basis for the development of virtually all air gaging styles currently in use.
These air gages relied on a simple restriction-based air regulator system connected to a graduated indicator tube filled with water. The air regulator's first restriction served to reduce the air pressure from an incoming line while an open-ended tube from a "Tee" in the air line was submerged in a predetermined depth of water. Any air pressure in excess of the pressure at that particular depth caused a certain amount of air to be forced out the bottom of the tube and into the atmosphere. Simultaneously, the connected water column in the graduated indicator tube would fall proportionately. A second restriction was located just before a "Tee" in the air line, which was inserted between the top of the indicator tube and the air plug. This second restriction provided the zeroing control for the graduated tube.
The air plug was inserted into the carburetor jets one at a time. The larger the carburetor jets, the more air would be allowed to displace the submerged air tube and, proportionately, water in the graduated tube would be displaced. As back pressure affected the level of water in the graduated tube, the distance between the air plug nozzles and workpiece wall was indicated.
In this way, the company was able to establish a standard back pressure reading and relate this reading to the size of the carburetor jets by selecting certain parts deemed "acceptable" and recording its particular back pressure reading. Once this standard was established, a comparative back pressure measurement was then performed on other manufactured parts to determine if they were within acceptable tolerance limits. The carburetor jets were then deemed acceptable or rejected according to a comparison to this initial back pressure standard.
In 1943, a U.S. patent was granted for the simple back pressure system to exiled French engineers who had escaped Nazi control at the onset of World War II. The patent also incorporated the use of the newly developed air pressure regulator, which served to eliminate the evaporation problem of the first water based system, and used a more sophisticated dial readout. Air gaging – though in exile – had been born.
Improvements in air gaging systems and styles continue to the present. Back pressure bleed, differential, and flow technologies comprise a modern air gaging acumen.
Each style possesses particular characteristics that affect its ability to address issues such as diversity of application, accuracy, efficiency, and ability to compensate for tooling wear. In addition, modern air to electronic amplification has raised the resolution of air gaging to the level of millionths of an inch while allowing modern data collection and processing technologies to generate and download information for statistical process control.
Dimensional Gaging Forum: Air Gaging and How It Works
Air gaging is a technology that employs the use of air flow volumes and air pressure to determine the size of measured part dimensions. To achieve this measurement, it relies on the laws of physics, which state that flow and pressure are directly proportionate to clearance and react inversely to each other. As clearance increases, air flow also increases and air pressure decreases proportionately. As clearance decreases, air flow also decreases and air pressure increases accordingly.
In all air gaging applications, regulated air flows through a restriction of some kind – a needle valve, jeweled orifice, etc. – prior to being expelled through the nozzles of a particular air tool. When the nozzle of an air tool is unobstructed and blowing to the atmosphere, maximum air flow occurs and the air pressure – called back pressure – between the restriction and the nozzle is at a minimum. As an obstruction is brought closer to the front of the nozzle, air flow from the nozzle diminishes and back pressure builds. When the nozzle is completely obstructed, air flow is zero, and back pressure reaches the pressure supplied by the regulated air supply. In this scenario, air flow moves from maximum flow to minimum flow, while back pressure moves proportionately in the opposite direction: minimum to maximum.
In the first of a two-part column, Rob presents a primer on air gaging technology and discusses the benefits of using it to measure part dimensions.
By: Robert Edmunds III
Edmunds Gages

Master Gages: One vs. Two Master Systems
Though more related to proper air system use rather than air system style, it's important to discuss the differences between a one and a two master system. The "master" philosophy, which an engineer or operator chooses, is pivotal and will affect the accuracy of the entire air gage system – regardless of air gage style.
Simply put, a master gage is the physical standard by which an air gaging system, or any gaging system for that matter, is calibrated. To ensure their accuracy, masters usually have their actual size verified by mechanical comparison to certified gage blocks.
A single master system, which uses only one fixed limit standard, calibrates an air gage amplifier or readout at only one scale location and, as such, indicates with assurance at only the nominal or zero point of a part tolerance.
With a two master system, both the maximum and minimum sizes of the part tolerance are calibrated at the minimum and maximum part tolerance locations on the readout. With a single master system, the outer boundaries of the tolerance band are never calibrated by direct physical comparison to certified master gages. As such, the operator is forced to trust the linearity of the readout – the readout's ability to correctly translate actual size differences into correct scale readings at multiple scale locations throughout the part tolerance. Deviations in the linearity of the readout are more likely to yield inaccurate readings when a single master system is selected. This is especially true when parts are manufactured at the edges of their part tolerance.
The best air gaging system in the world will be ineffective in correctly displaying part size if the readout can't translate back pressure into an accurate scaled reading. For this reason, a two master system is the typical recommended approach for selecting an air gaging system.
Types of Air Gaging Systems
- Back Pressure Bleed System
It's the "bleed" feature in this configuration that accomplishes the back pressure bleed system's greatest benefit – its versatility. Tooling for different air gaging systems can be used with the back pressure bleed. And because of the high degree of flexibility and accuracy, many gaging companies have opted for the back pressure bleed method as the mainstay of its integrated air gaging systems.
The back pressure system is configured with a fixed regulator to control incoming air pressure for maximum linearity. The key to this system's versatility involves the addition of a second adjustable restriction in the feed line opposite the output leg. It's this second restriction that allows users to adjust for different air gage tooling and readouts by varying incoming air pressure to suit the particular style of air tooling.
The system's magnification is controlled by the typical adjustable restriction between regulator and air tool. The second adjustable restriction releases excess air to the atmosphere to adjust the zero position. Two setting masters – minimum and maximum – are used to calibrate the system, defining and displaying both ends of the particular tolerance range.
Besides the versatility gained by the ability to use multiple air tool styles, back pressure bleed systems operate generally at higher air pressures than other systems, and, as such, permit greater nozzle drop – the distance of the air nozzles from the workpiece. Farther away from the actual measuring surface, nozzles in back pressure bleed systems are more protected against wear and damage that can affect measurement accuracy. As such, typically these air tools last much longer than other conventional options. The higher air pressure also offers better self-cleaning properties, as there's less likelihood that a chip or debris will be mistaken as the actual wall of a part.
In addition, this system is capable of the broadest magnification adjustment of any air gage system. It accommodates almost any size nozzles, as large as 0.093 in. or as small as 0.02 in. This is especially beneficial when small nozzles are required to check narrow lands.
A modern variation on the back pressure bleed system also can include a special bias circuit. The bias eliminates the need for an expensive precision air regulator and accomplishes the same result, usually at lower cost. Incoming line pressure is split into two legs, one to the usual back pressure bleed configuration above, the other through a fixed bleed, to an air-electronic pressure differential chip. The output leg is also connected to the chip, which sends its differential signal to the amplifier column. As line pressure varies, the differences between the two legs cancel out each other, thus maintaining a relative zero regardless of changes in the line pressure. Applications where there are substantial fluctuations in line pressure can make this option attractive.
- Back Pressure System
If you remove the second adjustable restriction from the back pressure bleed system, you've got a back pressure system. This two-master system operates just as the back pressure bleed without the tooling versatility benefit. The back pressure system requires dedicated tooling and amplifiers with limited ranges. As such, this gaging option has found limited modern application.
- Differential System
In this system, sometimes referred to as a "balanced" system, the air stream is divided and flows through two fixed restrictions. One side of the system, the bleed leg, ends in a zero valve, which balances pressure to the fixed second leg of the system, terminating at the air plug. The difference between these two legs is measured by means of the differential pressure meter that bridges these legs.
The system is set to zero using a single master for each tooling configuration, making setup somewhat faster. However, the differential system amplifier can only be set to zero. Damaged or worn tooling could result in inaccurate readings. As discussed previously, a single master system presents more inherent risks than a two-master system.
Tooling for the back pressure differential system needs be ordered for each particular magnification. Because the single-master system has fixed magnification, worn, damaged, or fouled tooling must be returned to the manufacturer for service.
Another drawback of this system is that each amplifier only accommodates one full-scale value. If an application requires the measurement of different tolerances, several amplifiers may be necessary.
- Flow System
As in the simple flow circuit discussed earlier, the air flow variation is measured and read in a flowmeter tube, which supports a float of some kind. Flow systems require a two-master system and allow magnification and zero position to be set by two adjustable restrictions. As such, the flow systems provide good accuracy in reporting workpiece deviations within tolerance, similar to the back pressure bleed system. The range of magnification is augmented by changing flow tubes and scales, rather than by a simple adjustment.
Flow gages, by their nature, require a greater volume of air to generate movement of the float; this flow requirement can vary drastically from manufacturer to manufacturer. Flow systems require tooling with larger nozzles, which must be kept closer to the part by designing them with a shallower nozzle drop. As discussed, shallow nozzle drops can shorten tool wear life. Also, when the measurement of smaller workpieces necessitates smaller air plugs and smaller nozzles – as when measuring small lands – it's often difficult to attain proper amplification.
To its credit, the flow system can be used with long hoses without affecting the response time of the amplifier. This feature makes the system suitable for checking long holes, such as gun barrels or oil drill bushings. It also facilitates other high production applications where air gage actuation time – the time it takes for the air gage amplifier to attain the air pressure necessary to make an accurate reading – must be kept to a minimum.
Why Use Air Gaging Today?
Air gaging is an efficient and reliable method of measurement that's ideal for measuring dimensions with tolerances smaller than 0.005 in. When gaging tight tolerances, a resolution as small as 0.000002 in. can be achieved. Its non-contact characteristic makes air gaging particularly useful for checking soft, highly polished, thin walled, or other delicate materials.
Chief among the benefits of air gaging is its ease of use, which produces accurate results even when used by unskilled operators. Operation is as simple as presenting a tool to a workpiece and observing a reading.
Air gaging operation is fast, as well. A row of multiple column amplifiers can be scanned in one glance, reducing time and operator fatigue. And relationships – squareness, for example – that cannot be checked by fixed limit gaging and are costly by other means, are easily measured and amplified with air gaging.
Once the basic air gaging system is purchased, relatively inexpensive additional tooling can be used for a wide variety of applications. Air gages effectively measure all types of dimensions and are particularly suited to measuring dimensional relationships and match gaging.
Most air gaging systems operate at air pressures that can purge workpieces of contaminants such as abrasive particles and coolant at the measurement point, eliminating the need for a separate cleaning in most operations. Also, since air gage tooling has no moving parts, it's virtually immune to fouling.
For these reasons, air gaging has been and will continue to be an effective and efficient shop floor metrology solution for years to come.
About the Author
Rob Edmunds III is involved with many facets of the gaging industry, and participates in national and regional industry associations. Currently President of Edmunds Gages, he can be reached during normal business hours at Edmunds Gages 860-677-2813 or via email at REdmundsIII@edmundsgages.com.


A New Dimension In Precision Measurement
.
(860) 677-2813
Toll Free 877-521-5818