The Result
The customers assembly rate of finished bearings increased, the total quantity of rework due to improper preload decreased and the new assembly process allows the customer to vary the assembled preload based upon design considerations within various applications of the product.
The Solution
Edmunds Gages engineers worked along side this customers manufacturing engineers to develop a system to include measurement within the process. Rather than reduce the tolerances of the components, we measured and recorded the actual sizes of the individual components of the bearing before they were loaded on to a pallet of a hi-speed non-synchronous assembly machine. A CAGTM (Computer Aided Gaging) amplifier displayed, recorded and reported the dimensional sizes of the parts to a pallet code tag for retrieval down line within the assembly machine. After the measurement, recording, and reporting of the last component loaded on to the pallet, the CAG amplifier calculates and writes the preferred ball classification size to the pallet based upon the actual sizes of the parts staged on the pallet. When the pallet reaches the ball loading station of the assembly machine, the pallet tag is read for the calculated ball size, and the proper sized balls are automatically assembled into the bearing.
The Challenge
Varying sizes of the individual components assembled within an automotive wheel bearing creates a huge problem for hi-speed automated assembly. The easiest way to control the process was to tighten the tolerance of the components. That obviously raises the costs of production and the selling price of the product. So how can measurement solve the opposition to this manufacturing battle?
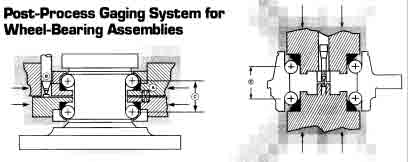
Wheel Bearings
Gage Parameters
GAGING SYSTEM: Electronic (LVDT)
OPERATION: Automatic
NUMBER OF CHECKS: 3
READOUT: CAGTM
CLASSIFICATION: 1 of 10 Balls Sizes
FEATURES: Ball selection to the individual specific sizes of a multi-piece assembled bearing.



A New Dimension In Precision Measurement
.
(860) 677-2813
Toll Free 877-521-5818